




Существует несколько способов выклеивания композитных изделий. Думаю, многим знакома «пугающая» технология с вакуумным мешком и насосом. Такой трудоемкий способ необходим при использовании сендвичного ламинирования, где присутствуют слои стеклоткани, бальзы или пенопласта. Мы же рассмотрим обычный «безвакуумный» метод ламинирования из стеклоткани, в нашем случае, фюзеляжа самолета. Эта работа состоит из нескольких этапов: обработка формы разделителем, нанесение поверхностного слоя, ламинирования включая сборку формы и склеивания шва, извлечение готового изделия.
Обработка формы разделителем
Перед началом работ по ламинированию необходимо подготовить форму.

|
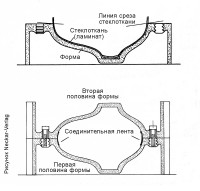
| Форма для выклеивания композитного фюзеляжа |
Суть этой подготовки заключается в обработке ее разделительным слоем, который предотвратит прилипание изделия к форме.

|
| Нанесение гелькоута на форму при помощи распылителя |
В качестве основного разделительного материала применяют специальную мазь (ваксу). Как правило, в основе этого материала находится пчелиный воск. Мазь наносят мягкой хлопчатобумажной (!) тряпкой на поверхность формы и фланец, дают просохнуть 10-15 минут и располировуют с легким нажимом сухой тканевой (хлопчатобумажной) салфеткой. Как уже описывалось в предыдущей теме, производителем (например, фирма R&G) рекомендуется наносить 4-5 слоев мази с перерывом на просушку (отвердение) каждого слоя в течение 4-6 часов. Такое количество слоев создает плотную глянцевую защитную оболочку на поверхности формы. Спешить на этом этапе работы нельзя, если не придерживаться этой технологии, можно испортить форму и много дорогостоящих материалов. Не стоит также проводить эксперименты по замене разделителя на другие средства, таких как мастика для паркета, мыло и прочее. Нужно приобрести только современные, специально разработанные для этой цели компоненты.
При изготовлении больших или сложных (со многими выступами) деталей, а также при первой формовке изделия в новой форме, рекомендуется использовать еще одно очень эффективное разделительное средство, это жидкий PVA разделитель. Его наносят на поверхность мягкой кистью или мелким распылителем. Высыхая (ок. 20-30 минут) он натягивается и создает тончайшую глянцевую пленку. PVA разделитель наносят только на поверхность формы предварительно обработанную разделительной мазью.
После извлечения выклеенной детали из формы, PVA разделитель, остается на ней и легко смывается водой.
При подготовке формы к выклеиванию второго изделия, необходимо нанести еще 2-3 слоя разделительной пасты с просушкой. При последующей работе достаточно будет и одного слоя. По рекомендациям производителей, приступать к дальнейшей работе можно не раньше чем через 4 часа после обработки формы разделительной пастой.
Поверхностный слой
Итак, форма обработана разделителем. Следующий этап работы, это нанесение слоя гелькоута, грубо говоря, покраска формы. Гелькоут (Gelcoat) это обобщенное название полиэфирного материала применяемого для сознания идеальной поверхности композитного изделия.

|
Этот слой создает идеальную поверхность на готовом изделии и предотвращает образование микропор, которые обязательно появляются из-за пузырьков воздуха находящихся в размешанной смоле. Высохший слой гелькоута прочно соединяется при ламинировании с эпоксидным материалом. Если клеить детали без этого слоя, то при ее покраске поры сразу проявляться и создадут вам ряд проблем. Ну и сам внешний вид изделия будет идеальный, белый и во многих случаях вообще не требующий покраски! Гелькоут также защищает эпоксидный материал от ультрафиолетового света и создает декоративный и прочный слой на внешней поверхности композитного изделия.
Гелькоут это белая (бывает и прозрачная, куда можно добавлять краситель) пастообразная масса, ее наносят на поверхность формы кистью, валиком или распылителем. Перед применением в него добавляют жидкий отвердитель. Для нанесения распылением, его можно немного разбавить ацетоном. Качество нанесенной поверхности не играет никакой роли, ведь это будет внутренняя составляющая композитного слоя, а «лицом» детали будет гладкая поверхность, которая отпечатается в форме. Важно чтобы это был равномерный, достаточно толстый («жирный») слой. Следует учитывать, то, что этот материал имеет очень резкий летучий запах, а значит выполнять работы с ним следует в хорошо проветриваемых помещениях и в респираторе.
Выклеивание детали
После полного высыхания слоя гелькоута (при температуре 25 град., ок. 5-8 часов) можно приступать к ламинированию изделия.
Здесь мы ведем разговор о процессе выклеивания композитных деталей из стеклоткани и специальной «фирменной» эпоксидной смолы.
В отличие от «советской эпоксидки», эти смолы имеют жидкую консистенцию, приблизительно как подсолнечное масло, и еще более жидкий отвердитель. На вид, такая смола бесцветная, прозрачная и без особого запаха. Отвердитель, в основном, голубого цвета с резким аммиачным запахом.
К примеру, при разведении наиболее распространенной эпоксидной смолы марки Larit L-285 фирмы Lange&Ritter, в нее добавляют 40% отвердителя, то есть на 100 грамм смолы по весу, 40 грамм отвердителя. Смола такой, достаточно жидкой консистенции наносится на ткань кистью и легко ее пропитывает.

|
Все работы с эпоксидными и полиэфирными материалами необходимо выполнять в защитных перчатках и в проветриваемом нежилом помещении.
Вначале работы разведенную смолу смешивают с хлопковым (микроцелюлезным) наполнителем до густоты сметаны, и промазывают этой массой тонким слоем все рельефные места формы

|

|
| Все рельефные места формы промазаны смолой с наполнителем |
Глубокие места и канты заполняются более густой массой. Если форма большая, эту работу удобно будет выполнять, например, при помощи бумажного кулька намотанного на карандаш используя его как шприц

|
После этого можно выкладывать стеклоткань. Ее нужно предварительно порезать на удобные в работе части, делать это лучше по подогнанным бумажным шаблонам. Ткань выкладывают в форме и проглаживают кистью смоченной в смолу

|

|
| Нужно следить за тем, чтобы под тканью не оставались пузыри воздуха и наносить смолы не больше чем может впитать слой ткани. |
Нужно следить за тем, чтобы под тканью не оставались пузыри воздуха и наносить смолы не больше чем может впитать этот слой ткани. Когда первый слой уложен в форму, точно таким же образом выкладывают второй. Такая работа выполняется легко, стеклоткань не прилипает к кисточке и хорошо пристает к поверхности формы.
В зависимости от конструкции изделия, в нем можно усилить некоторые канты углетканевым жгутом, который нужно укладывать между слоями ткани.
Какую, и какой толщины стеклоткань применять для изготовления деталей, нужно определять практическим путем. Что касается структуры, то лучше всего работать с тканью саржевого переплетения, например весом 163 г/м2.
При изготовлении фюзеляжа модели Ме-109, на примере которого мы иллюстрируем этот материал, применялось 2 слоя саржевой стеклоткани 163 г/м2. В носовой части и районе центроплана корпус усиливалась углетканью весом 160 г/м2, которая размещалась между слоями стеклоткани.

|
| Все слои ткани уложены в форму |
Если на форме имеются сложные угловатые места, их следует перед выкладыванием первого основного слоя, отформовать небольшими кусочками более тонкой стеклоткани.
После того как, вся ткань уложена в обе половины формы необходимо по периметру фланца обрезать ткань, выступающую за пределы формы.

|
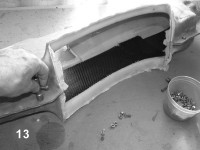
| Выступающая ткань подрезается изогнутыми ножницами «заподлицо» с фланцем |
Делать это лучше специальными изогнутыми медицинскими ножницами. Но, прежде, на этом этапе, нужно определиться в том, каким образом будут склеиваться половины фюзеляжа в собранной форме. Здесь существует несколько вариантов.
Соединение половин формы
В данном случае в нашей форме есть большое отверстие в носовой части и в места крепления крыла, через которые можно получить доступ к обработке места стыка.
Первый вариант: вся ткань подрезается вровень с фланцем, форму закрывают, скручивают болтами, и по линии стыка внутри накладывается лента из стеклоткани.
|
| Соединенные половины формы скручивают болтами |
Для удобства проклеивания ткани в глубине фюзеляжа, можно закрепить кисточку на длинной рейке или трубке. Один мой коллега для работы с фюзеляжем планера, даже установил на такой трубке яркий светодиод, чтобы было лучше видно качество склейки шва.
Второй вариант: на первой половине формы ткань подрезают только по правой стороне, а на левой оставляют. На второй половине наоборот подрезают только по левой стороне, а на правой оставляют. Подготовленные таким образом половины формы нужно правильно закрыть со смещением, чтобы выступающая ткань легла внахлест на сторону где она подрезана.

|
Затем в скрепленной форме линию стыка проглаживают кистью. Этот вариант создает наиболее прочное соединение частей изделия.
В случае если изготавливается закрытая деталь без отверстия или затрудненным доступом к шву, можно воспользоваться следующей технологией соединения детали в форме. По всему периметру канта формы выступающая ткань подрезается изогнутыми ножницами «заподлицо» с фланцем. Отставшая ткань приглаживается к форме кистью смоченной в смоле. Затем по всему периметру канта (грань перехода формы в фланец) накладывается непрерывная горка (шов) высотой ок. 3-5 мм из густой массы смолы и наполнителя (удобно пользоваться тем-же бумажным «шприцом»). Это делают на каждой половинке формы, после чего ее закрывают и скручивают болтами. Обе горки смолы при этом сольются, частично выдавятся внутрь детали и создадут прочный «сварной» шов.
В некоторых случаях, в зависимости от конструкции формы, можно применить комбинацию всех названых вариантов. И так, деталь выклеена, форма скручена
|
| Фюзеляж извлеченный из формы |
и оставляем ее «сушить». После работы, можно помыть кисточки сначала метанолом, затем водой с мылом, так они будут еще пригодны для дальнейшей работы.
Не раньше чем через 24 часа можно приступить к открыванию формы и извлечению фюзеляжа. Откручиваются все болты, затем в линию стыка половинок формы, осторожно, с небольшим усилием вставляют нож и небольшие буковые клинья. Таким образом, по всему периметру, не спеша, вставляя и углубляя новые клинья можно открыть половину формы. Если разделитель наносился по технологии, то половина формы открывается без особых усилий.

|
Извлечь деталь из второй половины можно и путем легкого скручивания формы в разные стороны.
На готовом фюзеляже убирают тонкий облой шва ножницами, а затем аккуратно подрезают острым ножом.

|
| Соединение детали в форме со смещением внахлест |

|
| Готовый цельноклеенный композитный фюзеляж самолета Ме-109 |
Журнал МОДЕЛІСТ 1/2011 www.modelist.mksat.net
Как всегда статью можно обсудить на форуме.














